



点击蓝字关注这个神奇的公众号~
欢迎来到【高训智造】原创专业课堂第124期,本期由 郭沃沛老师 为大家带来课堂“面铣刀盘的制作”
面铣刀盘的制作

CAXA 数控车具有功能强大,使用简单的轨迹生成及通用后置处理功能。该软件提供了功能强大、使用简洁的轨迹生成手段,可按加工要求生成各种复杂图形的加工轨迹。通用的后置处理模块使CAXA 数控车可以满足各种机床的代码格式,可输出G代码,并可对生成的代码进行校验及加工仿真。然而自动编程粗加工都是通过G01和G00走复杂的外形轮廓,程序比较繁长,不容易检测程序内容,在粗加工生成的程序时,加工完后,不利于程序修改,为查找程序的某刀增加了难度;但是精车路径就是简短的仿轮廓加工。因此,熟练的数控车编程师傅,就利用CAXA软件自动进行复杂的外形轮廓计算,把数值套上G71、 G72、 G73顺环指令。
01
设备分析
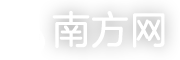
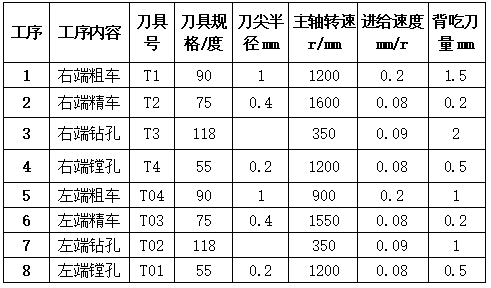
1.设备的主要参数如下表:
注释:本文用到的设备是广州数控车980TD数控系统。
02
caxa数控车软件简单介绍
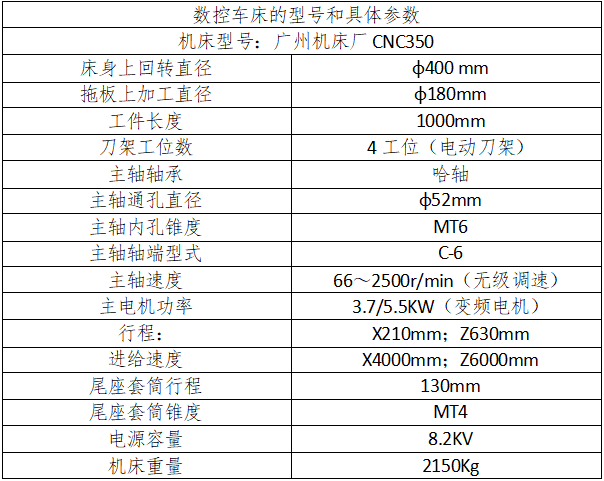
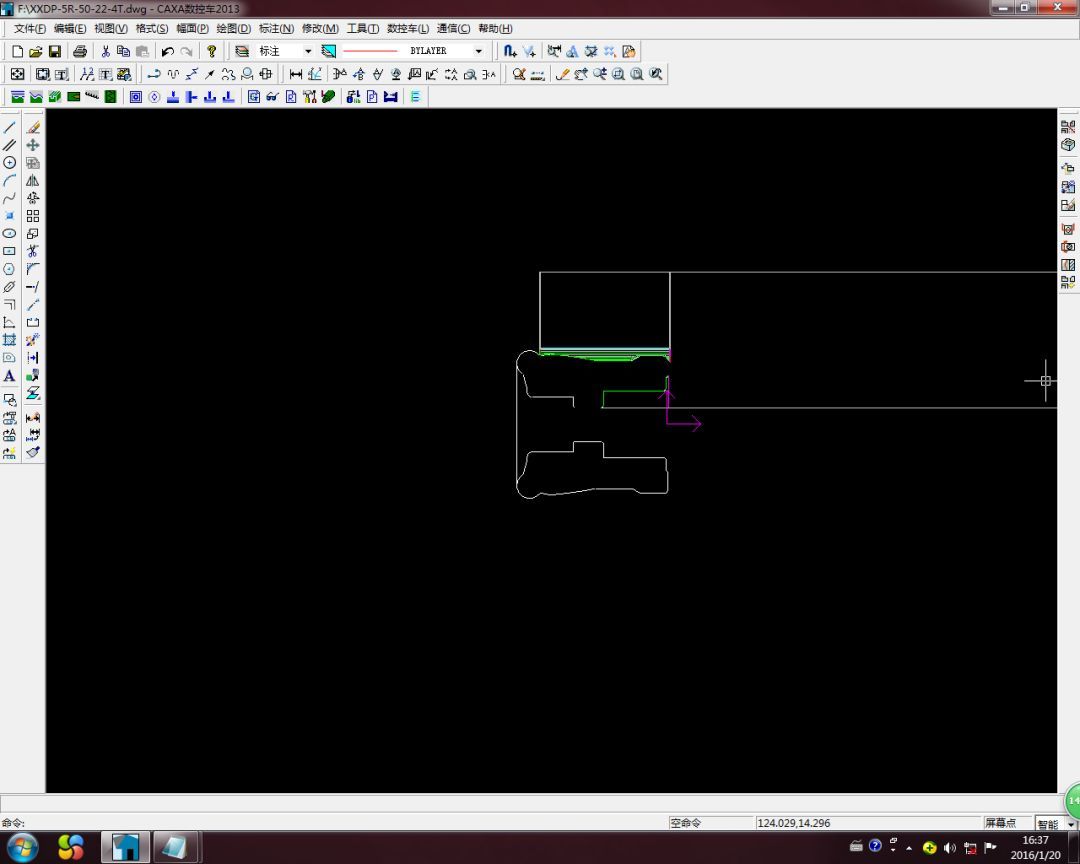
启动CAXA数控车软件后,出现如下图的操作界面。数控车软件的主窗口由A标题栏、B菜单栏、C工具条、D绘图区、E命令栏和F状态栏组成。各自的区域,有不同的功能用途,时间关系。我们本文有涉及的主要有C编程工具条,其他我就不再作书面上的介绍。
03
图纸分析
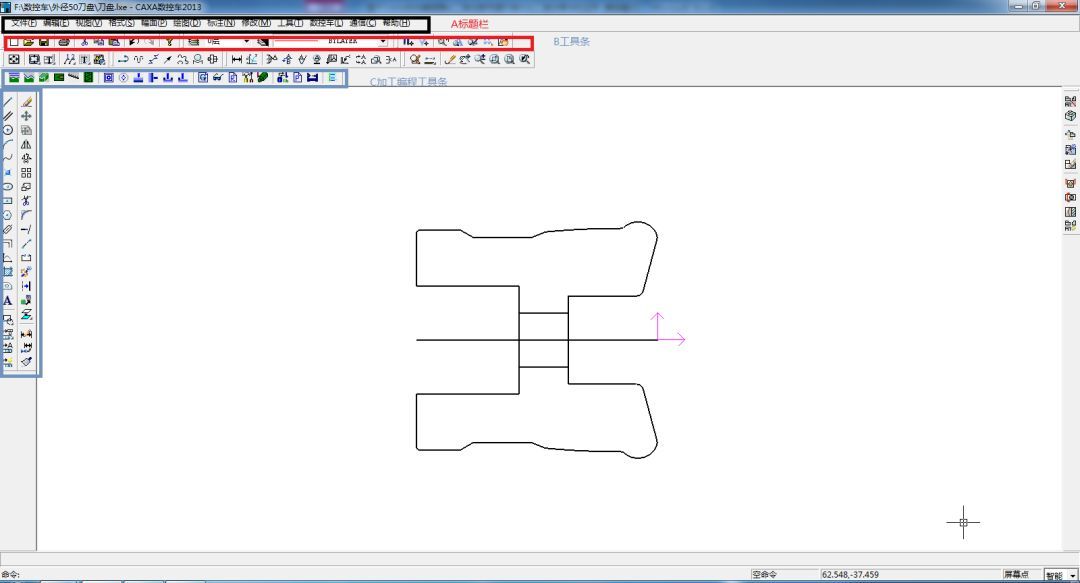
1.下面就某款刀盘的CAXA数控车软件的二维图。
CAD二维图
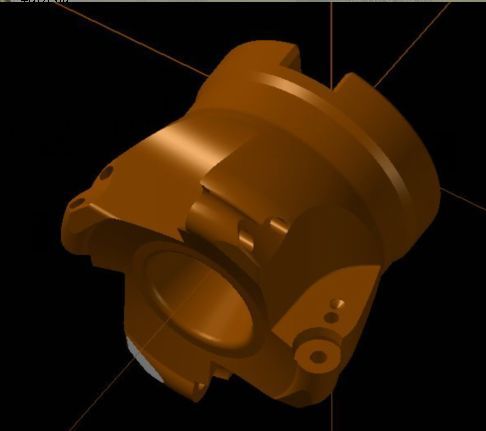
刀盘的三维图
2.工艺分析:
由CAD的二维图1我们可以分析刀盘属于圆类零件,俯视图的Φ45端,有一条10.4宽x6.0深的槽,带圆弧端的四个刀粒位要用铣削加工,因此用数控车和加工中心就能完成整个加工过程,对加工中心的工艺本文就不详细介绍。毛坯料为Φ50X54mm,工具钢。数控车加工内容:
(1)端面加工,“平长度”,外轮廓加工到Φ46.2mm,钻Φ11mm的孔,车外轮廓至Φ47.7X10mm为了方便批量生产二次装夹作用。
(2)装夹在数控车上预留45mm长度,进行Φ45端的加工,加工到另一端R5的圆弧开始处(注:方便R5圆弧的接刀,没有接刀痕),镗:Φ22X23.5mm的孔。
(3)数控车加工工艺卡。
3.下面就某款刀盘的CAXA数控车软件自动编精加工路径再套入G73复合循环指令的操作步骤。
(1)数控车CAXA软件打开零件二维图,在打开二维图之前,我们要通过Mastercam x3软件将三维图形横切车二维图,在把二维图导入CAXA软件。
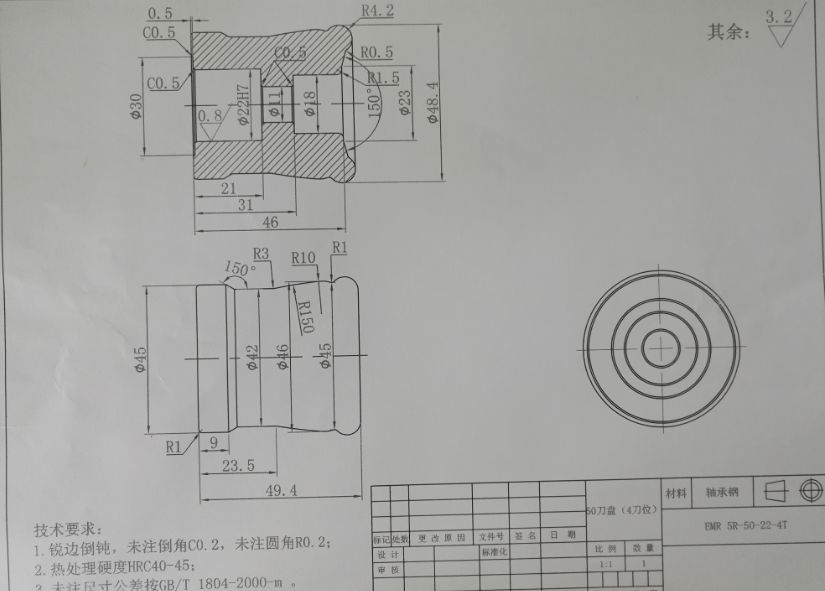
(2)CAXA软件上设定零件加工原点。在编程过程是用CAXA数控车软件打开刀盘的二维图,将二维图平移到软件坐标原点,让二维图的中心线盒软件坐标的Z轴线在同一条线上,并且二维图的最右端的中心点和软件坐标原点合并在同一个点上,这里就设置好零件的加工原点了。结果如下图。
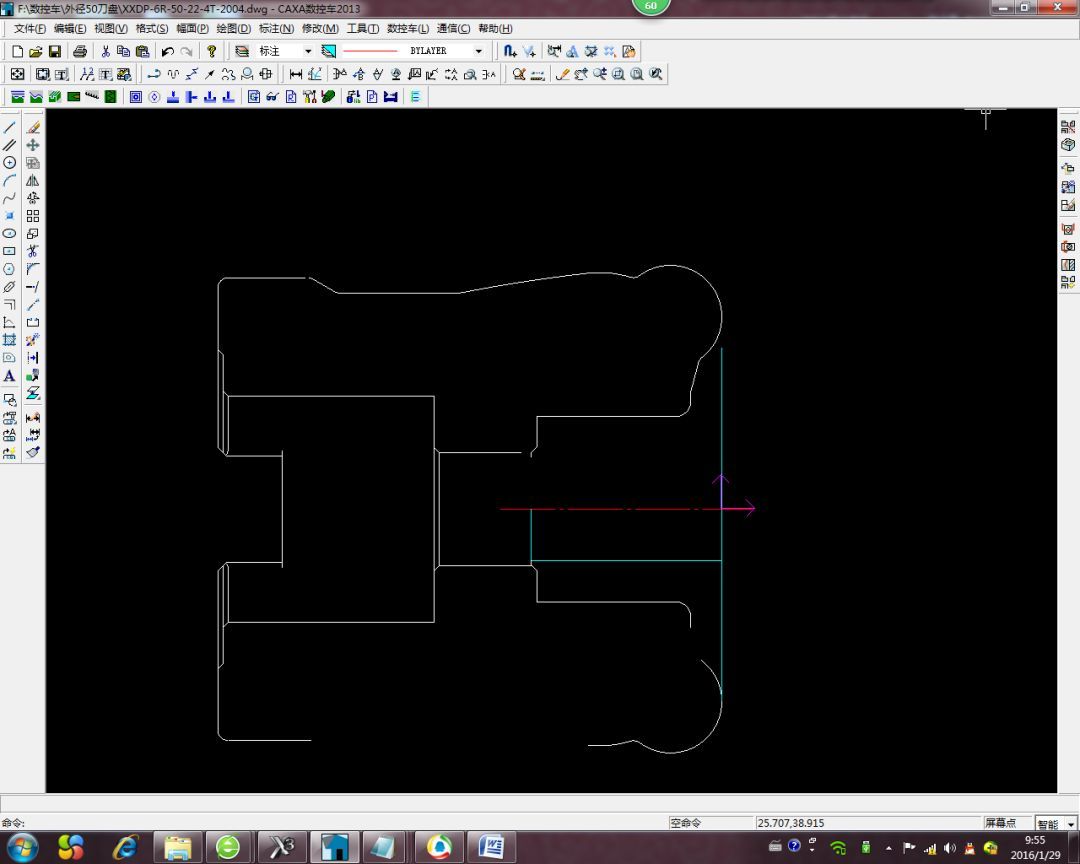
Caxa数控车二维图
(1)CAXA数控车精加工编程的操作步骤。点击CAXA数控车软件加工工具栏的精加工快捷键,窗口弹出“精车参数表”,分别设置好“加工参赛”“进退刀方式”“切屑用量”“轮廓车刀”参数,点击“确定”,窗口挑出选择加工轨迹,按照正确的选择加工轨迹步骤选中装刀粒端的端面圆弧到Φ18内孔的轨迹,选择退刀点为X10,Y75,“确定”。软件窗口会显示是走刀路线。
(2)选择生成广州数控980TD系统的G代码加工程序。在点击CAXA数控车软件加工工具栏的精加工快捷键“

”,选中加工轨迹图双击一次,再用鼠标右键,就可以生 成加工G代码程序了,操作结果如下图。
走刀路线及生成加工程序图
根据我们的加工经验,这个加工有端面圆弧,所以选择G73复合循环指令比较好,G73复合循环指令格式如下:
(1)G73 U(Δi) W(Δk) R(Δd)
G73 P(ns) Q(nf) U(Δu) W(Δw) F S T
格式中各参数的含义: Δi:X方向毛坯切除余量(半径值、正值),
Δk:Z方向毛坯切除余量(正值),Δd:粗切循环的次数, ns:精加工描述程序的开始循环程序段的行号,nf:精加工描述程序的结束循环程序段的行号, Δu:X向精车预留量,Δw:Z向精车预留量
(2)有P和Q的G73指令执行循环加工时,不同的进刀方式(共有4种),Δu,Δw和Δk,Δi的符号不同,应予以注意。
刀具加工路径如下图,加工循环结束时,刀具返回到A点。
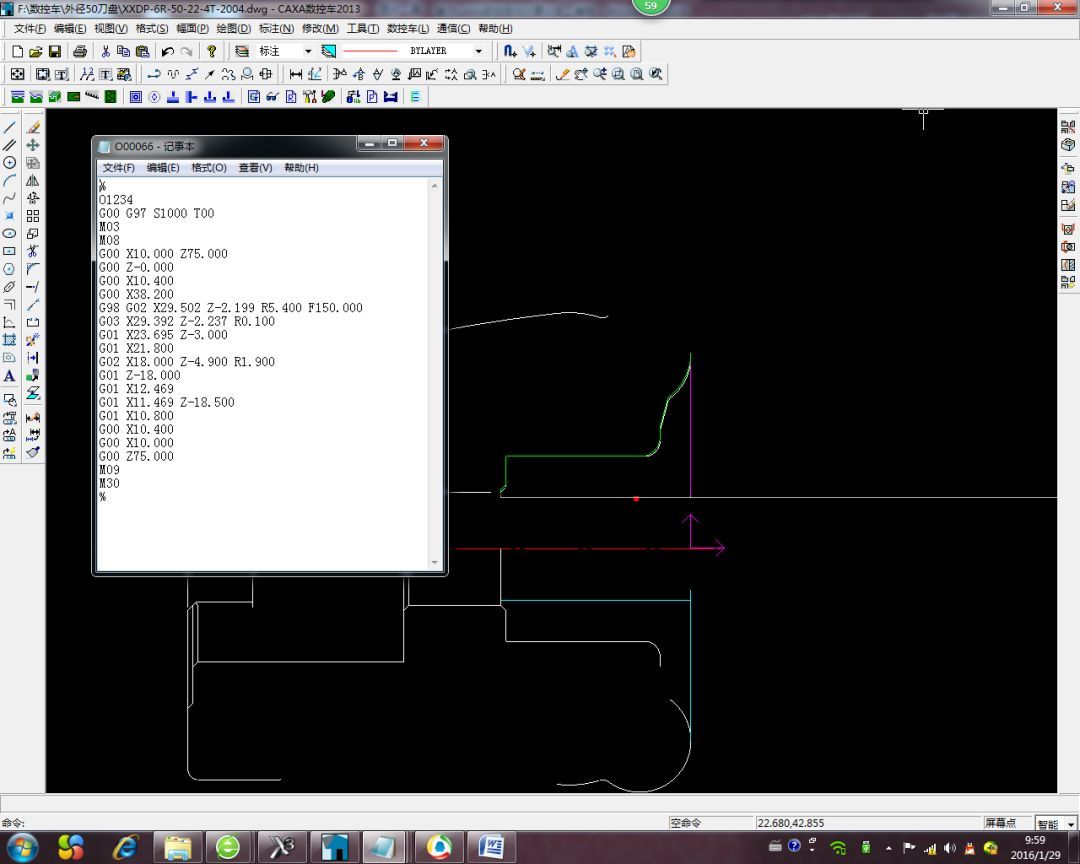
(3)将自动编程生成的G代码套用G73指令的操作步骤。将自动生成的G代码保存到电脑桌面

,用记事本打开如下图
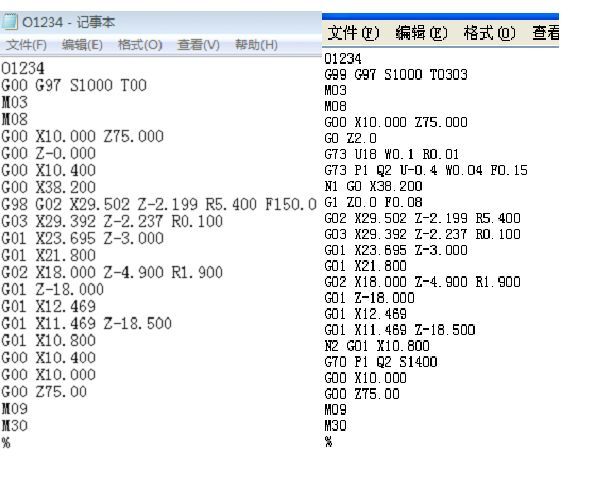
注释:此段为直接用自动编程加工程序,因为篇幅问题,已省略中间部分。
04
刀盘在加工的整个过程

CAXA数控车精加工路径
广州数控车980TD系统上实例加工

刀具安装使用图
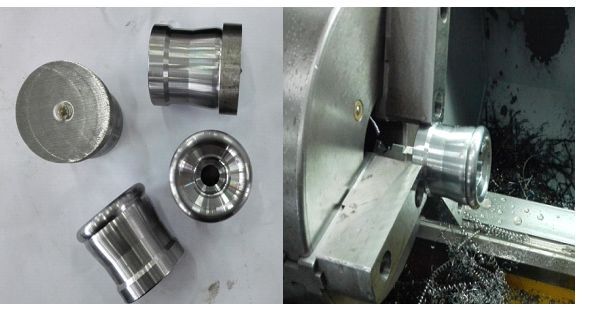
刀盘的掉头加工

数控车加工完成品图

东莞市高技能公共实训中心
扫码关注我们~




