



点击蓝字关注这个神奇的公众号~
欢迎来到【高训智造】原创专业课堂第131期,本期由 赖伟杰老师 为大家带来课堂“ 切削液为什么会变味?”
干净整洁空气清新的生产车间
定是一线工人们梦寐以求的工作环境
那么车间领导者认为这一定要消耗巨额投入解决方案
切削生产车间里通常伴有各种难闻的气味
比如切屑粉尘、机器散热气味、切削液蒸发……
这些气味大部分可以通过人为减少
而车间里含有气味、使用量最多的就是切削液

01
切削液发臭原因

第一:大量的积屑 ▲
加工过程中切削液带走的不仅有热量
还有大量铁渣里滋生多天的细菌

第二:操作者的不良习惯 ▲
比如随意往设备里扔生活垃圾
第三:生产车间内温度 ▲
不仅要防止切削液直接被太阳直射
还要尽量加大切削液槽的密闭性
第四:细菌 ▲
高品质的切削液对细菌和霉菌有一定抵抗能力
02
合成切削液和乳化切削液
合成切削液
既含有矿物油又含有化学合成基础油的水溶性切削液,大部分稀释后液体呈现透明状或半透明状,液体的味道比较小甚至没有味道。合成切削液中除了矿物油之外,还有极压剂、防锈剂、表面活性剂和防腐剂等,具有良好的冷却性。
乳化切削液
只含有矿物油为基础油的水溶性切削液,稀释液液体为不透明的,呈乳白色,因为主要是矿物油的成分,所以其主要的性能是润滑和防锈。一般情况下,乳化切削液的味道则比较刺鼻,并且具有一定的危害性,所以在加工生产中要做好良好的防护措施,防止乳化液伤害皮肤及大量吸入体内。
所以
不管你使用何种切削液
就应该对切削液做好需要的维护哦!
03
液体变质(气味发生变化)防治方法
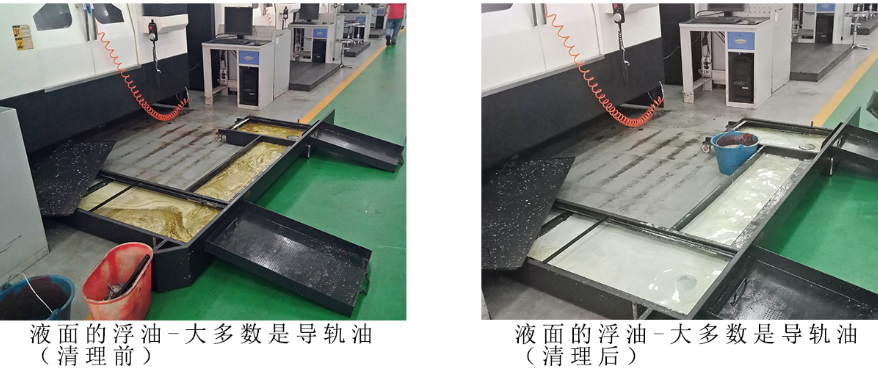
有害物1:导轨油
如果发现切削液越来越粘稠,你的切削液可能被导轨油污染了,同时也会出现一些问题,比如,润滑效果变差、刀具磨损现象严重,机械加工表面质量变差等可见现象。
同时,切削液浓度发生变化,油的加入导致切削液浓度难以控制,细菌繁殖的风险变大而产生异味,并且切削液的PH值会不断上升,可能造成腐蚀切削液出现太多泡沫。
因此,在选择导轨油和切削液时,应当对两者的可分离性进行有效的评估。尽量选择与切削液分离性更好的导轨油,如果产生了大量的油污因当及时去处理。
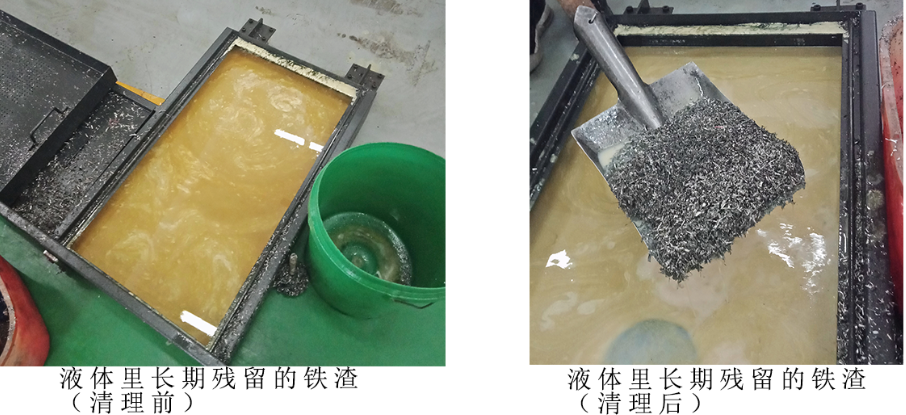
有害物2:被切削液冲进液槽里的铁渣
铁渣里通常伴有大量的有色粉尘和细菌,在机加工过程中不断地被搅拌、冲刷、杂质,金属离子的氧化会对切削液的稳定性带来威胁。
乳化液日常维护
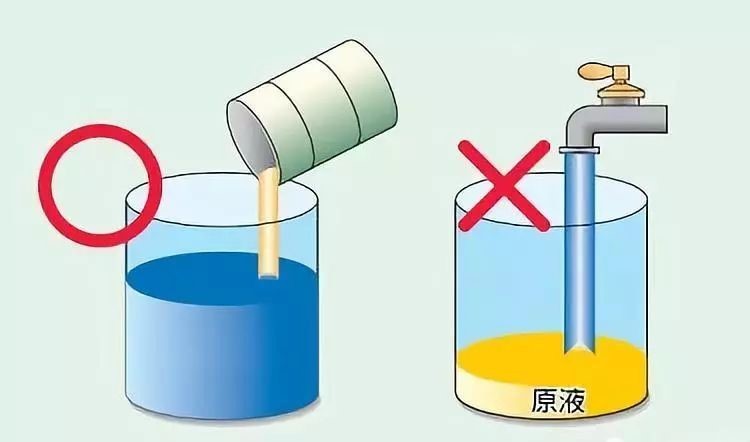
第一:配制乳化液必须将浓缩液加入水中,这样会形成理想的水包油乳化液,不能相反。
第二:配制切削液最好使用钙、镁离子少的软水。硬水配制的稀释液,外观变浑浊,润滑和防锈性能下降,使用硬水配制工作液也会加速微生物繁殖。
第三:定期添加杀菌剂,杀菌的添加需要在切削液循环状态下进行。在切削液流动的地方缓慢倒入杀菌剂,以使得杀菌剂能充分与切削液混合。

东莞市高技能公共实训中心
扫码关注我们~




